
انواع جوشکاری
جوشکاری
اگر کمی دقیق تر به محیط پیرامون خود بنگرید ؛ از ساختمانها ، وسایل نقلیه ، لوازم منزل گرفته تا ؛ ابزار آلات صنعتی و خطوط انتقال انرژی و بسیاری دیگر از موارد تولید شده توسط انسان . و یا انواع سازه های بشری که شما از آنها در زندگی روز مره ی خود بهره می برید ، با انجام یک یا چند مرحله جوشکاری ساخته شده اند .
بی گمان می توان صنعت جوشکاری را به عنوان یکی از تاثیر گذارترین صنایع پایه در پیشرفت های صد سال آخیر نام برد . با توجه به گذر زمان و پیشرفت های بسیار فراوان در فرآیند جوشکاری ، این صنعت تبدیل به یک علم قابل اطمینان برای پیشبرد اهداف و تولید و تحقیقات بشری در عصر حاظر شده است .
شایان ذکر است که بر خلاف تفکر عام ، تکنولوژی جوشکاری امکان اتصال فلزات و ماده های گوناگون را در سطح زمین ، اعماق اقیانوس ها و فضای بیکران را برای ما فراهم نموده است .



تاریخچه جوش
اولین ایده های جوشکاری فلزات به روش قوس الکتریکی به اوایل قرن هجدهم میلادی باز می گردد . دانشمندان رومی با استفاده از قطب مثبت و منفی یک باتری بزرگ و متصل کردن آن به دو قطعه کربن و در اتصال هر دو کربن به هم و جدا نمودن آنها با یک فاصله بسیار کم ، باعث پیدایش نشانه های اولین قوس الکتریکی شدند .

اولین الکترود
در طول سالیان بسیار و تحقیقات دیگر دانشمندان ، پس از گذشت تقریبا 100 سال یک صنعتگر سوئدی به نام ” اسکار جلبرگ “( Oscar kjllberg ) الکترود فلزی پوشش دار را اختراع نمود .این الکترود با فرو بردن سیم آهنی مخصوص در ترکیبات غلیظی از کربنات و سیلیکات و سپس خنک کردن آن تهیه و تولید می شد .
پوشش این الکترود قادر است در حین جوشکاری با تولید گاز و ایجاد سرباره ، مواد مذاب حاصل از الکترود و عناصر پایه را در مقابل اثرات نامطلوب و تماس با هوا ، محافظت نمایید . در نتیجه باعث ایجاد ثبات و پایداری قوس الکتریکی و عمل جوشکاری یکنواخت و با کیفیت می شود .
جنگ های جهانی
در جریان جنگ های جهانی اول و دوم ، جوشکاری پیشرفت های بسیار چشم گیری داشت ، نیاز های صنایع نظامی به ایجاد اتصالات مستحکم در کوتاه ترین زمان ممکنه ، بر روی آلیاژ های مختلف ، دلیل اصلی توسعه و سرعت پیشرفت فرآیند جوشکاری درآن مقطع تاریخی می باشد .


انواع جوشکاری
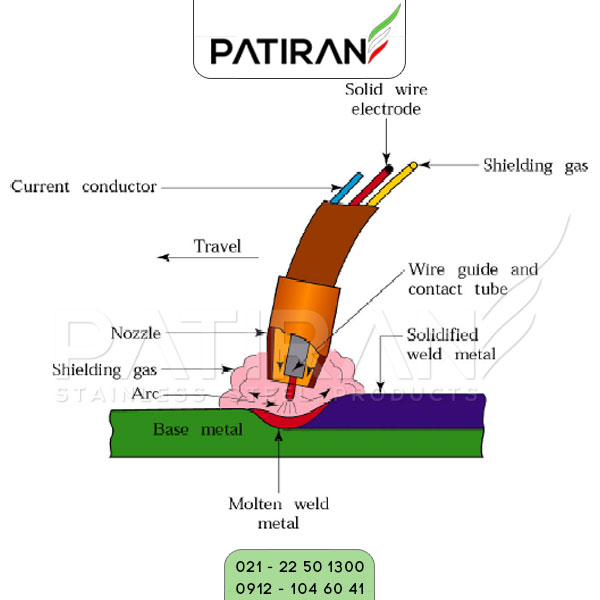
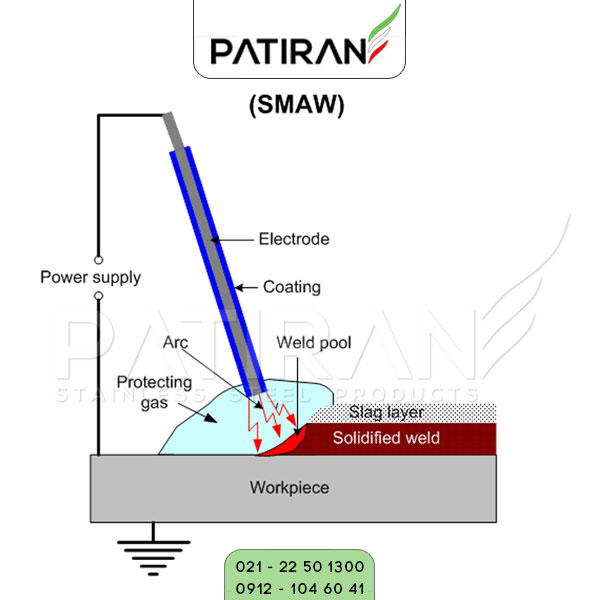
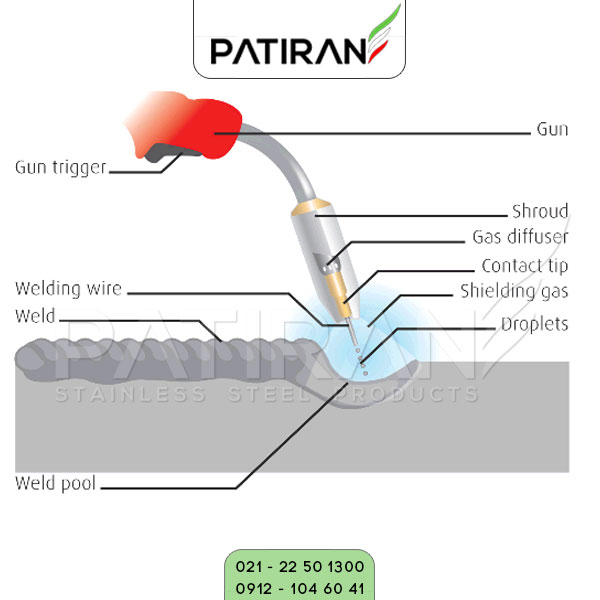
فرآیند جوش کاری دارای دوشاخه کلی می باشد که این دو حالت شامل ؛ جوش ذوبی و غیر ذوبی است . فرآیندهای جوشکاری ذوبی شامل جوشکاری الکترود دستی ( SMAW ) ، جوشکاری با گاز محافظ فعال ( MAG ) ، جوشکاری با گاز محافظ غیر فعال ( MIG ) ، جوشکاری زیر پودری ، جوشکاری مقاومتی ، جوش لیزر و جوشکاری پرتو الکترونی ( EBW ) می باشد .
در فرآیند جوشکاری غیر نفوذی نیز می توان به جوشکاری اصطحکاکی ( FW ) ، جوشکاری اصطحکاکی اغشاشی ( FSW ) جوشکاری نفوذی ، جوشکاری انفجاری و جوش نوردی اشاره نمود .
جوش آرگون
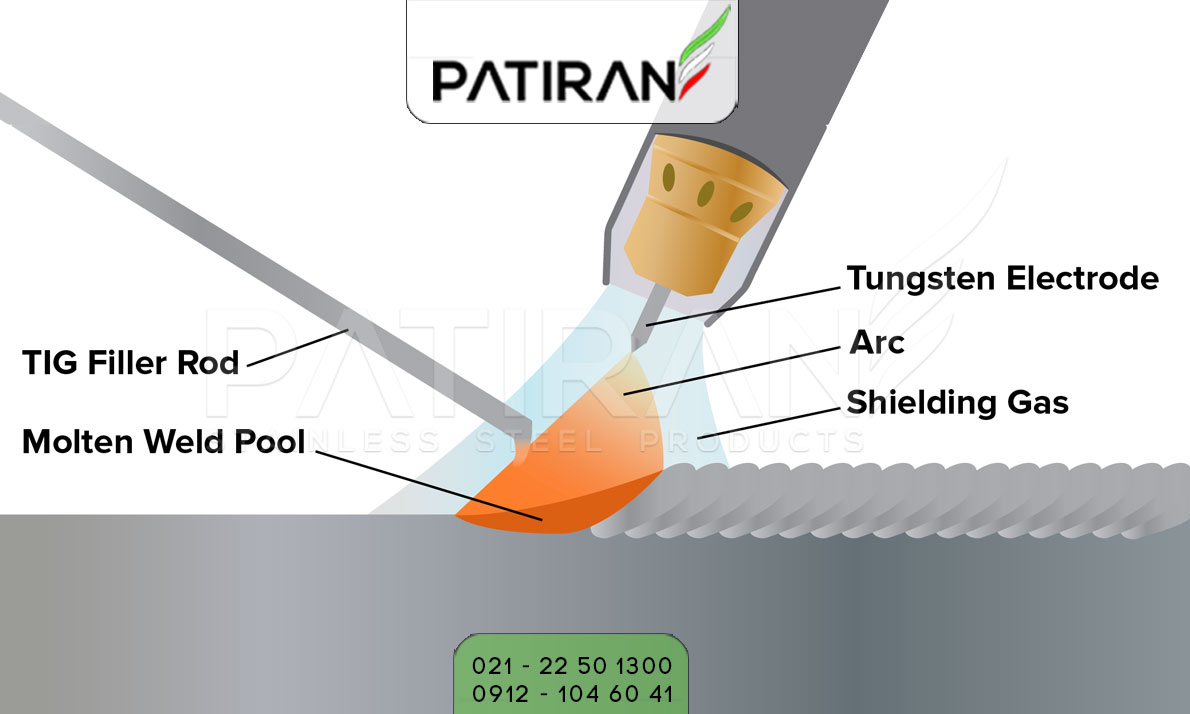
جوشآرگون که نام علمی آن ” جوشکاری قوسی ، گاز و تنگستن ( GTAW ) ” است . یک فرآیند جوشکاری قوس الکتریکی توسط الکترود تنگستن غیر مصرفی ، در پناه گاز بی اثر برقرار می شود . این جوش در صنعت و بازار کشورمان ” ایران ” به نام جوش آرگون یا ” Tig ” که مخفف ” tungsten inert gas welding ” است شناخته می شود .
عملکرد جوش آرگون
در عملیات جوشکاری آرگون ، با بر قرار کردن قوس الکتریکی بدون مصرف فلز پر کننده ، می توان جوشکاری نمود و دو فلز مورد نظر را به صورت دائمی به یکدیگر اتصال داد و در حالت دوم می توان بعد از برقرای قوس الکتریکی و تشکیل حوضچه مذاب با استفاده از فلز پرکننده یا فیلر ( سیم جوش ) و اضافه کردن آن به حوضچه مذاب ، قطعات مد نظر را با استحکام بالا به یکدیگر متصل نمود .
در واقع سیم جوش در فرآیند جوش آرگون همان نقش الکترود در جوشکاری قوس الکتریکی با دست را ایفا می کند . گاز محافظ آرگون نیز جایگزین همان پوشش روی الکترود می باشد که با احاطه کردن چاله مذاب از ورود عناصر موجود در هوا و تاثیر مخرب آن در حین جوشکاری جلوگیری می کند .
کاربرد جوش آرگون
از جوشکاری آرگون ( TIG ) می توان برای جوش دادن انواع فلزات همچون آهن ، استنلس استیل ، مس ، برنج ، برنز ، چدن ، آلومینیوم و فولاد های مختلف ، بهره گرفت . با این تفاوت که جهت جوشکاری بر روی فلزات چدن ، آهن ، مس ، برنج ، تیتانیوم ، استنلس استیل و انواع فولاد ها از دستگاه جوش با جریان ” DC ” و برای جوشکاری فلز آلومینیوم ، منیزیوم و ترکیبات آن ، از دستگاه جوش آرگون با جریان متناوب ” AC ” استفاده می شود .
گاز محافظ
در جوشکاری ” Tig ” گاز آرگون که یک گاز خنثی می باشد باعث حفاظت از حوضچه مذاب و ایجاد پوشش جهت جلوگیری از ورود هوا و ذرات همراه آن به محل ایجاد قوس الکتریکی می شود . در فرایند جوشکاری آرگون از ترکیب گاز هلیوم نیز به همراه گاز آرگون استفاده می شود که این موضوع باعث افزایش توان قوس الکتریکی شده و سرعت جوشکاری را افزایش داده و باعث خروج بهتر گاز ها از محدوده جوشکاری می شود .
مزایای جوش آرگون
از مزایای جوش آرگون می توان به تزریق فلز پرکننده که در محافظت گاز آرگون صورت میگیرد و در نتیجه کیفیت فلز جوشکاری بالاتر، نام برد . همچنین بدلیل عدم وجود سرباره ، جرقه و دود منطقه قوس الکتریکی و حوضچه مذاب با وضوح بالا قابل رویت است . از دیگر مزایای این جوش می توان به امکان جوشکاری فلزات رنگین و ورقهای نازک با دقت بالا ، اشاره نمود .

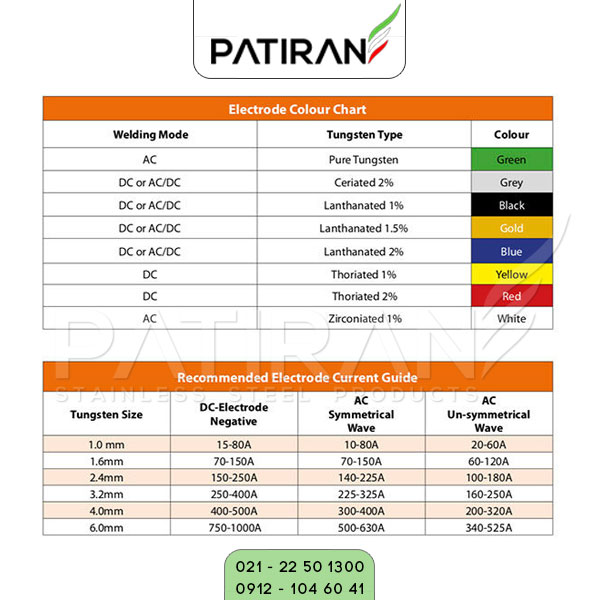
انواع الکترود ها جوش ” Tig “
مشخصات هر الکترود تنگستن با رنگی که در انتهای آن درج شده است ، قابل شناسایی می باشد .
– الکترود تنگستن خالص ( سبز رنگ )
جهت جوشکاری فلز آلومینیوم استفاده می شود و در حین جوشکاری صدای پت پت از خود تولید می کند . برخلاف دیگر تنگستن ها که می بایست به صورت نوک تیز استفاده شوند ، این تنکستن برای جوشکاری آلومینیوم و منیزیوم باید نوک تنگستن تقریبا به حالت گرد درآید تا شرایط برقراری قوس بهتر صورت گرفته و کیفیت جوش مناسب ارائه دهد .

– الکترود تنگستن همراه با تیتانیوم ( طلایی )
مناسب برای جوشکاری آهن ، استنلس استیل ، آلیاژ های نیکل ، تیتانیوم و آلومینیوم می باشد . این تنگستن با ایجاد قوس خوب در شروع جوشکاری باعث ایجاد ثبات شده و در نتیجه می توان از آن برای هر دو حالت جوشکاری ” AC ” و ” DC ” استفاده نمود .
– الکترود تنگستن ( آبی )
مناسب برای جوشکاری قطعات حساس با مقاومت عمق زیاد می باشد . تنگستن آبی به راحتی قوس را برقرار می کند و عملیات جوشکاری با آمپر پایین را امکان پذیر می سازد و در هر دوحالت جوشکاری” AC ” و ” DC ” قابل استفاده است .
– تنگستن قرمز
بهترین و شایع ترین نوع تنگستن می باشد و قالبا بدلیل عمر بالا در جوشکاری به تنگستن های دیگر ترجیح داده می شود . در تنگستن قرمز بدلیل داشتن 1 الی 2 درصد ” توریم ” انتشار الکترون بالاست و این امر باعث قوس الکتریکی خوبی می گردد . همچنین به دلیل دمای ذوب بالا ، این تنگستن بسیار کم مصرف است و بیشتر مناسب جوشکاری با جریان ” DC ” می باشد . نکته دیگر اینکه تنگستن قرمز دارای رادیواکتیو بوده و به همین دلیل هنگام کار با این تنگستن باید موارد ایمنی کاملا رعایت گردد .

– تنگستن سفید
به دلیل داشتن ” زیرکونیوم ” در ترکیبات خویش ، دارای قوس الکتریکی پایداریست . در برابر نوسانات جوشکاری مقاوم است . این تنگستن می تواند جایگزینی برای تنگستن سبز به جهت جوشکاری در آلومینیوم و منیزیوم باشد .
– تنگستن طوسی
در آمپر پایین دارای قوس الکتریکی بالایی است . بسیار مناسب جهت جوشکاری لوله و ورقهای نازک و ظریف می باشد . از این تنگستن برای جوشکاری فلزات ؛ استنلس استیل و آلیاژهای نیکل و تیتانیوم نیز استفاده می شود .
– تنگستن مشکی
دارای 2 درصد تیتانیوم است . این تنگستن قادر است فولاد های غیر آهنی با آلیاژ بالا را جوش دهد . برای فعالیت بر روی آلومینیوم ، تیتانیوم ، نیکل ، مس و آلیاژهای منیزیوم و جوشکاری میکروپلاسما و جریان آمپر پایین عالی است .




جوشکاری چیست – جوش آرگون – جوشکاری چیست – جوش استیل – جوشکاری چیست – تاریخچه – جوشکاری چیست – انواع تنگستن- جوشکاری چیست